Hello! Welcome to SipTEC Technology Co., Ltd. official website!

Plastic parts / Plastic parts inspection
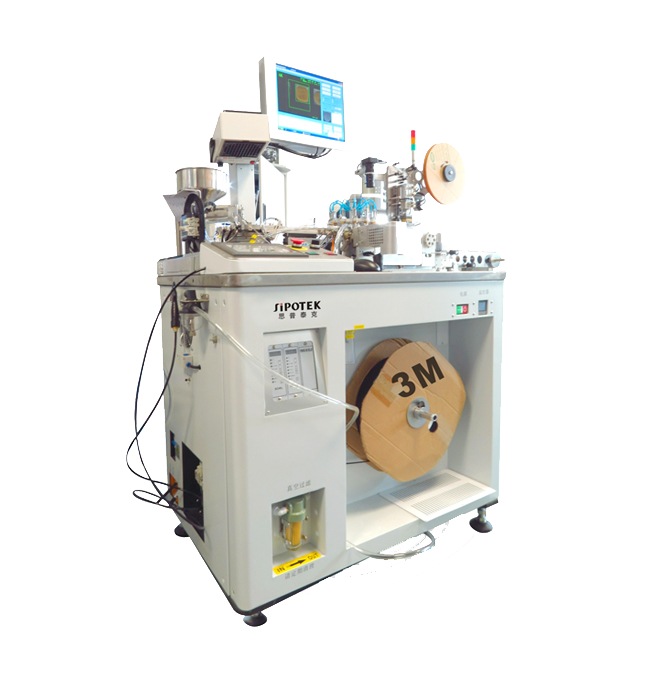
Minimalist conveyor belt appearance visual inspection equipment
Release time:2024-03-15Hits:
Product introduction
Conveyor belt vision inspection equipment is a device that integrates machine vision technology and is usually used for real-time inspection and analysis of products passing through the conveyor belt on the production line. Combined with conveyor system and machine vision system, product inspection, classification, counting and quality control are efficiently carried out, thereby improving the level of automation and production quality of the production line.
Device function
This conveyor is used to confirm the submission
Screen printing machine and visual inspection machine
Bottles are automatically sorted when they fall on this conveyor belt
The feeding mechanism on the conveyor belt automatically transfers the bottle to the visual inspection machine.
Automated inspection: The conveyor belt transmits the product from the production line to the visual inspection area, and the machine vision system conducts real-time inspection of the product.
Product identification and classification: Through machine vision technology, devices can identify different types of products and classify products according to predefined criteria.
Defect detection: Detect defects, foreign bodies, damage and other problems on the surface of the product to ensure that the product quality meets the requirements.
Size measurement: Measure the size, shape and other parameters of the product to ensure that the product meets the specifications.
Counting and packaging: The product is counted and packaged or processed according to the test results.
Real-time monitoring and alarm: The device can monitor the detection process in real time, and timely alarm and take corresponding measures when abnormal conditions are found.
The composition of conveyer belt visual inspection equipment
Sensors and acquisition devices: used to collect various data of products, such as size, shape, color, surface defects, etc.
Machine vision system: The use of cameras, image processing algorithms and other technologies to analyze product images, feature extraction and recognition to achieve automatic detection and classification.
Data processing and analysis: The collected data and images are processed and analyzed, and the product defects, anomalies or products that meet the requirements are identified through algorithms.
Decision and control: According to the test results, the system will make corresponding decisions, such as alarm, reject defective products, adjust production parameters, etc.
Feedback and optimization: The system can be optimized and adjusted based on real-time data and feedback information to improve the accuracy and efficiency of the inspection.
Current situation and pain points
The surface of the bottle cap is dented or raised, cracked, damaged or notched; There are foreign objects, dust, fibers or other impurities attached to the cap, the overall shape will be deformed or the cap will be irregular, the thread part is damaged or incomplete, the sealing performance is not good, the cap label is not properly attached or the identification information is wrong.
For high-speed production lines producing 30-40 bottles per minute, a visual inspection system can be a very useful tool for detecting defective bottle caps.

Equipment inspection
Work flow
1. The automatic feeder will swing the product in a certain direction on the feeding conveyor belt
2. The product is delivered to the feeding trough
3. Clamp the product and do rotating motion, rotating process line scan camera for scanning detection
4. Judge and eliminate the test results
5. Complete a cycle
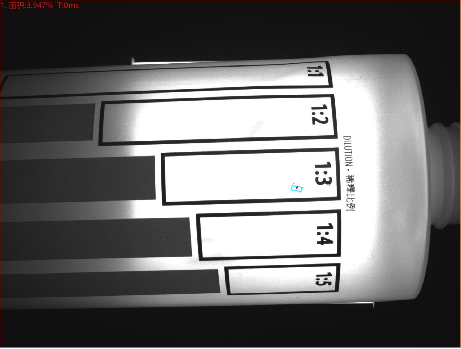
【 Detection effect 】
Good product detection lighting diagram and software analysis diagram: OK
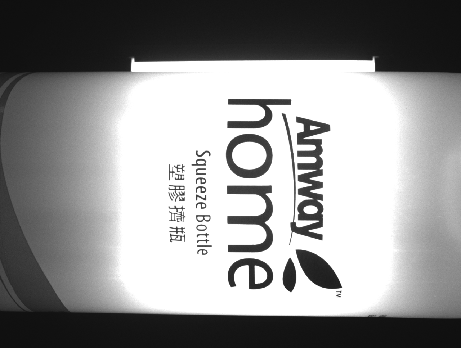
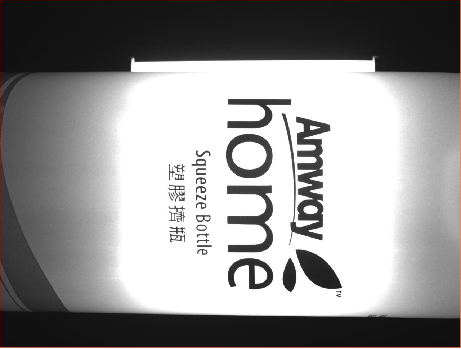
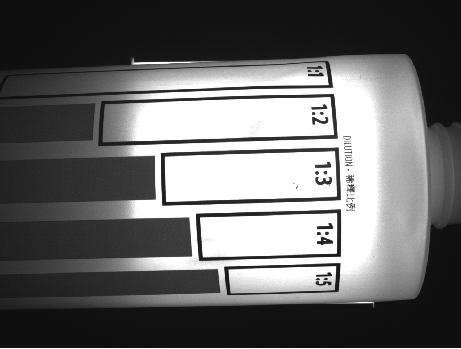
Defective product detection and software analysis of the defective map: poor printing
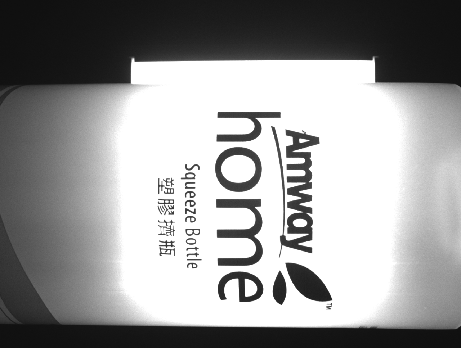
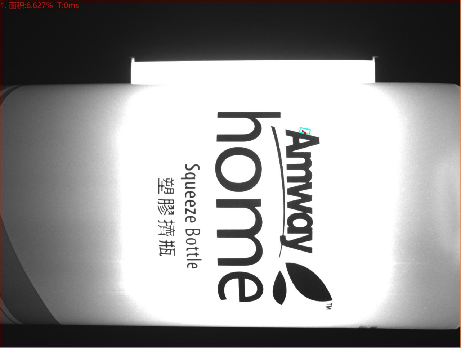
Good product testing lighting diagram and software analysis diagram: OK
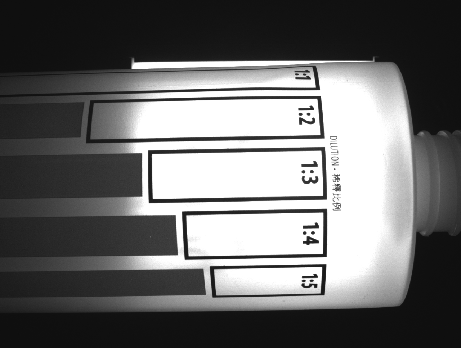
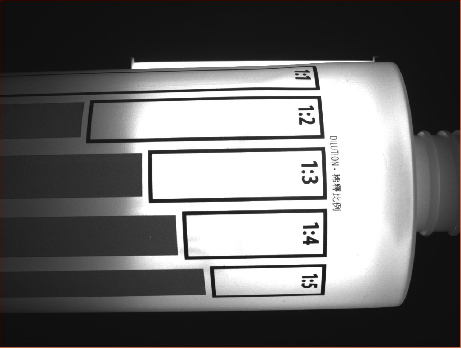
Defective product detection and software analysis of the defective map: poor printing
-
Service hotline
19926638772
